
无心磨床的磨削问题有以下几点: 1、无心磨床工件圆度超差砂轮不锋利, 应掌握工件的特点及精度变化规律及时修整砂轮。 2、无心磨床工件圆度超差, 导轮未修圆或工作时间过久而失圆,注意及时修整。 3、无心磨床工件呈棱圆,砂轮与导轮的不平衡度过大,重新平衡砂轮及导轮。 4、无心磨床 工件直线度超差,切入磨削时...... [查看更多]
锯床
铣床
磨床
车床
钻孔机
电火花线切割机
等离子激光切割机
刨插床
金属成型设备
为您找到合适的机械
无心磨床的磨削问题有以下几点: 1、无心磨床工件圆度超差砂轮不锋利, 应掌握工件的特点及精度变化规律及时修整砂轮。 2、无心磨床工件圆度超差, 导轮未修圆或工作时间过久而失圆,注意及时修整。 3、无心磨床工件呈棱圆,砂轮与导轮的不平衡度过大,重新平衡砂轮及导轮。 4、无心磨床 工件直线度超差,切入磨削时...... [查看更多]
无心磨床是机械加工中广泛应用于外圆磨削的重要设备之一,原来进给为手动即手摇动手柄,其缺点是切入磨削时进给不均匀,光磨时间控制不准,至使精度差,而且效率低。而如今的无心磨床生产效率高,再加上各种上下料装置后比较容易实现自动化加工。那么无心磨床在使用过程中需要注意的有哪些呢?本文将逐一进行介绍。 ...... [查看更多]

微细电火花加工的原理与普通电火花加工并无本质区别。其加工的表面质量主要取决于电蚀凹坑的大小和深度,即单个放电脉冲的能量;而其加工精度则与放电间隙、工艺系统稳定性、电极损耗等因素密切相关。微细电火花加工也是利用脉冲电源,将高频放电能量输向放电间隙,靠产生的高温热效应等综合效应实现对材料的去除,从而达...... [查看更多]

台钻主轴套筒的技术要求主要分为两大部分,分别是外部形状尺寸的设计原理和零件材料选择的技术要求。 钻床主轴套筒的材料选择及外部形状尺寸的设计钻床主轴套筒的作用在于传递加工零件的旋转动作的同时带动主轴即刀具的上下移动,考虑以上原因及特点,下面将分别按照主轴套筒的材料选择、外部形状的尺寸设计两个方面...... [查看更多]

台式钻床简称台钻,是指可安放在作业台上,主轴竖直布置的小型钻床。台式钻床钻孔直径一般在13毫米以下,一般不超过25毫米。其主轴变速一般通过改变三角带在塔型带轮上的位置来实现,主轴进给靠手动操作。 台式钻床配作自动化作业,也是企业里面运用最多的一种,生产效率比通用机床高几倍至几十倍。由于台式钻床通用...... [查看更多]

数控车床的两根导轨所在平面与地平面平行。斜床身数控车床的两根导轨所在平面则与地平面相交,成一个斜面,角度有30°、45°、60°、75°之分。从机床侧面看,平床身数控车床的床身呈四方形,斜床身数控车床的床身呈直角三角形。在相同导轨宽度的情况下,斜床身的X向拖板比平床身的要长,应用在车床的实际意义是可以安排...... [查看更多]

线轨高速数控立车是数字程序控制车床的简称,它集通用性好的车床、加工精度高的精细型车床和加工效率高的专用型普通车床的特点于一身,是使用量大、覆盖面广的一种机床。 线轨高速数控立车是一种利用数控技术,按照事先编好的程序实现动作的机床。它由程序载体、输人装置、CNC单元、伺服系统、位置反馈系统和机床机械...... [查看更多]

线轨高速数控立车工作台需要承载工件并带动工件一起运转,其承载能力和回转精度无疑影响着工件的加工效果,而工作台下面的支撑轴承则是实现这一切的关键。 线轨高速数控立车主轴垂直于水平面,一个直径很大的圆形工作台,用来装夹工件,柔性制造系统。这类机床主要用于加工径向尺寸大、轴向尺寸相对较小的大型复杂零...... [查看更多]
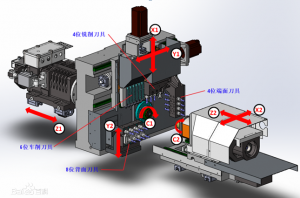
什么是走刀机和走心机? 数控走心机与数控走刀机都属于数控卧式车床。传统的数控车床以走刀模式为主,称为走刀车床。产品单次夹持位始终保持不变,不能进行多次送料,只能通过主轴C轴的旋转及刀架Z/X/Y移动对产品进行加工。针对长轴类产品只能采用顶针顶着端面以及额外安装跟刀支架,但最终很难做到理想精度以及一次...... [查看更多]

任何机械设备使用时间久了都会出现一些“小毛病”,但是如果这些“小毛病”如果不及时处理,时间久了就会影响机器的使用寿命,那电火花机也是一样的,但是如何延长电火花机的使用寿命呢?今天日鑫就跟大家介绍一下,如何延长火花机的使用寿命! 1.定期检查火花机各导轨是否有油润滑轨道,润滑不到位,轨道会产生异响,时...... [查看更多]
尽快获取产品报价
给出详细的要求有助于获得更合适的定制解决方案。 谢谢你的耐心。 我们将在 1 小时内回复您,请注意查收您的邮箱。