
 |
 |
数控车床加工精度高,具有某些非圆曲线插补功能以及在加工过程中能自动变速等特点,因此,针对数控车床的特点,轴承内外圈适合使用数控车削加工。
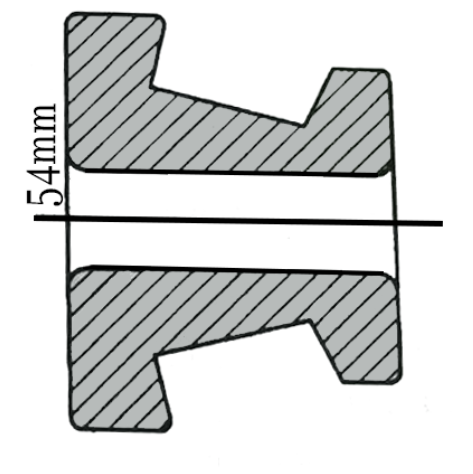
轴承内圈属于精度要求高的回转体零件。由于数控车床刚性好,制造和对刀精度高,以及能方便和精确地进行人工补偿和自动补偿,所以,能加工尺寸精度要求较高的零件。此外,数控车削的刀具运动是通过高精度插补运算和伺服驱动来实现的,再加上机床的刚性好和制造精度高,所以,它能加工对母线直线度、圆度、圆柱度等形状精度要求高的零件。对于圆弧以及其他曲线轮廓,加工出的形状与图纸上所要求的几何形状的接近程度比用仿形车床要高得多。如下图所示的轴承内圈:
| 轴承内外圈加工精度(单位:mm) | |||
| 内圈 | 外圈 | ||
| 项目 | 标准 | 项目 | 标准 |
| 直径尺寸重复定位误差 | <0.02 | 直径尺寸重复定位误差 | <0.02 |
| 壁厚差 | <0.02 | 壁厚差 | <0.02 |
| 圆度误差 | <0.02 | 圆度误差 | <0.02 |
| 防尘槽高度重复定位误差 | <±0.02 | 防尘槽高度重复定位误差 | <±0.02 |
| 粗糙度 | ≤1.6 | 粗糙度 | ≤1.6 |
 |
|||
若采用液压半自动车床和液压仿形车床加工,需多次装夹,因而会造成较大的壁厚差,达不到图纸要求。如果改用数控斜车车床加工,一次装夹即可完成滚道和内孔的车削,壁厚差大为减小,且加工质量稳定。
 |
 |
上海鞍提仕工程师推荐使用TCK36A数控斜身车床进行轴承加工
TCK36A采用HIWIN高精密研磨级滚珠丝杠,配合HIWIN高精密滚珠式直线导轨,高效率及可逆性、零背隙及高刚性、高导程精度寿命可预测、低起动扭矩及顺畅度、静音短交期优于气液压致动器的优点。
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。