

密封件是用于防止液体或气体泄漏的部件,广泛应用于机械和管道系统。正确切削密封件的重要性在于它能确保密封性能和延长设备寿命,避免因泄漏造成的损失。鞍提仕整理了常见密封件的分类与切削加工建议,希望带来参考价值。
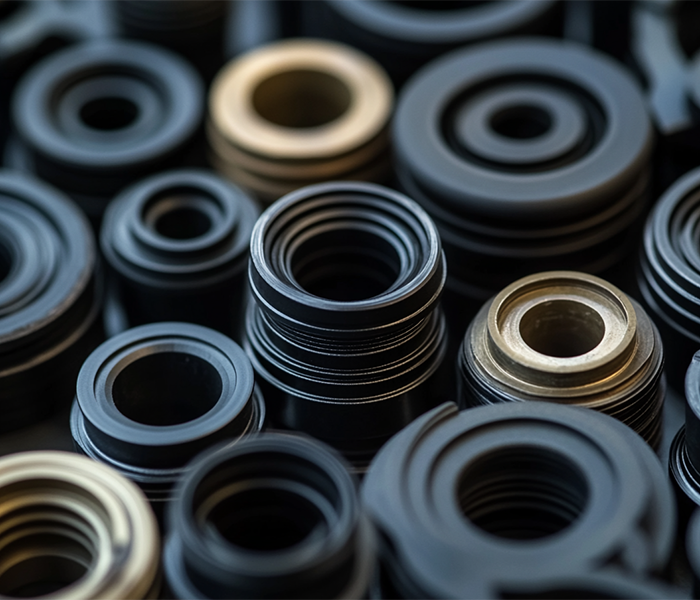
橡胶密封圈
| 橡胶油封 |  |
| 用途 | 橡胶油封主要用于汽车发动机和变速器,防止润滑油泄漏以维持系统的正常运作。 |
| 切削难点 | ① 材料韧性:橡胶油封的高韧性导致切削时容易变形,影响加工精度。
② 切削温度:切削过程中的高温可能导致材料熔化或形状变化。 ③ 切削力控制:需要精确控制切削力,以避免刀具损坏或工件变形。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,以提高切削效率和耐磨性。
②涂层:选择TiN涂层,以减少摩擦并提高刀具耐用性。 ③几何:选择具有锐利切削刃和大前角的刀具,以减少切削阻力。
|
| 参数建议 | ①切削速度:切削速度40-60 m/min为宜,以防过热和提高加工效率。
②进给速度:进给速度0.1-0.3 mm/rev为宜,保持切削稳定。 ③切削深度:切削深度1-3 mm为宜,避免过深切削导致工件损伤。 |
| 其它建议 | ①冷却:采用水基冷却液进行冷却,以有效控制温度。
②润滑:采用硅基润滑剂,以提高切削效果并减少刀具磨损。 ③安全:加工时佩戴防护眼镜和手套,以防止粉尘和化学品接触。 |
| 橡胶O型圈 |  |
| 用途 | 橡胶O型圈主要用于液压和气动系统中,防止流体泄漏,确保设备的密封性和安全性。 |
| 切削难点 | ① 材料的韧性和弹性使切削过程容易变形。 ② 切削过程中需控制温度,避免材料软化。 ③ 切削力应适中,防止对刀具和工件造成损伤。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,以提高切削效率。 ②涂层:选择TiN涂层以降低摩擦。 ③几何:使用前角角度为15-20度的刀具,以降低切削阻力。 |
| 参数建议 | ①切削速度:切削速度30-50 m/min为宜,防止过热。 ②进给速度:进给速度0.1-0.2 mm/rev为宜,保持稳定切削。 ③切削深度:切削深度0.5-1 mm为宜,避免过深切削。 |
| 其它建议 | ①冷却:采用水基冷却液进行冷却,以降低温度。 ②润滑:使用硅基润滑剂以提升切削效果。 ③安全:佩戴防护眼镜和手套,防止化学品接触。 |
| 橡胶垫片 |  |
| 用途 | 橡胶垫片用于密封连接部位,防止液体和气体泄漏,广泛应用于机械设备和管道系统。 |
| 切削难点 | ① 材料的弹性使切削时易产生变形。 ② 切削温度需控制,以避免材料性能下降。 ③ 需准确控制切削力,防止损坏刀具。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,以保证耐磨性。 ②涂层:选择TiN涂层以降低摩擦和提高刀具寿命。 ③几何:采用刀刃锐利且前角大于20度的刀具,以减少切削阻力。 |
| 参数建议 | ①切削速度:切削速度40-60 m/min为宜,确保切削稳定。 ②进给速度:进给速度0.1-0.3 mm/rev为宜,保持切削效果。 ③切削深度:切削深度1-2 mm为宜,避免过深切削。 |
| 其它建议 | ①冷却:采用水基冷却液进行冷却,以控制温度。 ②润滑:推荐使用硅基润滑剂,以确保光滑切削。 ③安全:加工时需佩戴适当的防护装备,避免化学品接触。 |
| 橡胶密封条 | 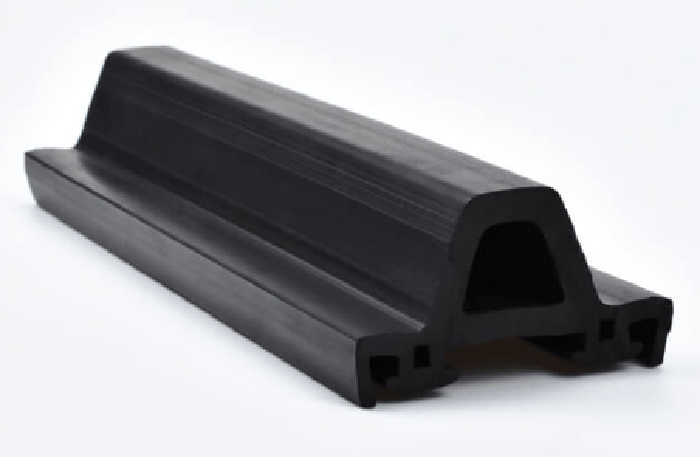 |
| 用途 | 橡胶密封条用于门窗、机械设备等处,防止水、空气和灰尘的侵入。 |
| 切削难点 | ① 材料的柔韧性使切削时可能发生变形。 ② 切削过程中需保持低温,以防材料软化。 ③ 切削力需控制,以避免对刀具的损伤。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,确保切削效果。 ②涂层:选择TiN涂层以降低切削摩擦。 ③几何:选择前角较大的刀具,以降低切削阻力。 |
| 参数建议 | ①切削速度:切削速度30-50 m/min为宜,以降低温度。 ②进给速度:进给速度0.1-0.3 mm/rev为宜,确保切削稳定。 ③切削深度:切削深度1-2 mm为宜,避免过深切削。 |
| 其它建议 | ①冷却:采用水基冷却液进行冷却,以降低切削温度。 ②润滑:推荐使用硅基润滑剂,以提高切削效果。 ③安全:加工时佩戴防护眼镜和手套,防止接触化学品。 |
| 橡胶挤压密封件 |  |
| 用途 | 橡胶挤压密封件用于防止液体和气体泄漏,常见于工业设备和机械装置。 |
| 切削难点 | ① 材料的可塑性可能导致切削变形。 ② 切削时需控制温度,以防止材料熔化。 ③ 切削力需适中,以避免损坏刀具和工件。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,确保高效切削。 ②涂层:选择TiN涂层以提高耐磨性。 ③几何:选择具有锐利切削刃和大前角的刀具,以降低切削阻力。 |
| 参数建议 | ①切削速度:切削速度40-60 m/min为宜,保持良好切削效果。 ②进给速度:进给速度0.1-0.2 mm/rev为宜,确保切削稳定。 ③切削深度:切削深度1-2 mm为宜,避免过深切削。 |
| 其它建议 | ①冷却:采用水基冷却液进行冷却,以控制温度。 ②润滑:推荐使用硅基润滑剂,以提升切削效果。 ③安全:佩戴适当的防护装备,防止化学品接触。 |
| 橡胶防尘圈 |  |
| 用途 | 橡胶防尘圈用于防止灰尘和污染物进入机械部件,保护设备正常运行。 |
| 切削难点 | ① 材料的柔性使切削时可能出现变形。 ② 切削过程中的温度需控制,以避免材料熔化。 ③ 切削力需控制,避免刀具损坏。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,以提高切削效率。 ②涂层:选择TiN涂层以降低摩擦。 ③几何:选择前角大于15度的刀具,以减少切削阻力。 |
| 参数建议 | ①切削速度:切削速度30-50 m/min为宜,以保持稳定切削。 ②进给速度:进给速度0.1-0.2 mm/rev为宜,确保切削效果。 ③切削深度:切削深度0.5-1 mm为宜,避免过深切削。 |
| 其它建议 | ①冷却:采用水基冷却液进行冷却,以控制温度。 ②润滑:使用硅基润滑剂以提升切削效果。 ③安全:加工时佩戴防护眼镜和手套,防止化学品接触。 |
| 橡胶软管密封件 |  |
| 用途 | 橡胶软管密封件用于连接和密封管道系统,防止流体泄漏,广泛应用于液压和气动系统。 |
| 切削难点 | ① 材料的柔韧性使切削时易产生变形。 ② 切削过程需控制温度,以防材料软化。 ③ 切削力需适中,避免对刀具和工件造成损伤。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,以提高切削效率。 ②涂层:选择TiN涂层以降低摩擦。 ③几何:选择具有锐利切削刃和适当前角的刀具,以降低切削阻力。 |
| 参数建议 | ①切削速度:切削速度40-60 m/min为宜,防止过热。 ②进给速度:进给速度0.1-0.3 mm/rev为宜,确保稳定切削。 ③切削深度:切削深度1-2 mm为宜,避免过深切削。 |
| 其它建议 | ①冷却:采用水基冷却液进行冷却,以控制温度。 ②润滑:使用硅基润滑剂以提升切削效果。 ③安全:加工时佩戴防护眼镜和手套,防止化学品接触。 |
硅胶密封件
| 硅胶密封圈 | 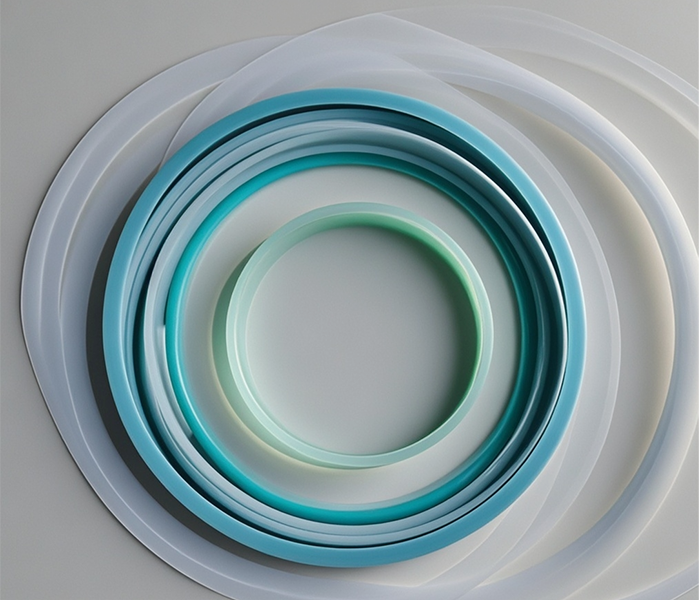 |
| 用途 | 硅胶密封圈主要用于防止液体和气体泄漏,广泛应用于食品、医药和化工行业的设备密封。 |
| 切削难点 | ① 硅胶材料柔软,切削时容易变形。 ② 切削温度控制较难,过热可能导致材料熔化。 ③ 切削力需精确控制,以防损坏工件或刀具。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,以提高耐磨性和切削效率。 ②涂层:选择TiN涂层以减少摩擦,提高刀具寿命。 ③几何:使用前角在10-15度之间的刀具,以降低切削阻力。 |
| 参数建议 | ①切削速度:切削速度40-60 m/min为宜,以防过热。 ②进给速度:进给速度0.1-0.2 mm/rev为宜,保持稳定。 ③切削深度:切削深度1-2 mm为宜,避免过深切削。 |
| 其它建议 | ①冷却:采用水基冷却液进行冷却,以有效控制温度。 ②润滑:使用适合的润滑剂以改善切削效果。 ③安全:佩戴防护眼镜和手套,防止化学品接触。 |
| 硅胶垫片 |  |
| 用途 | 硅胶垫片用于密封连接部位,确保液体和气体的密闭性,常见于食品和医药行业。 |
| 切削难点 | ① 材料的柔性使得切削时难以控制形状。 ② 切削过程中易产生高温,需保持适当的冷却。 ③ 刀具磨损快,需定期检查和更换。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,以提高切削效率。 ②涂层:选择TiN涂层以增强刀具耐磨性。 ③几何:采用小前角刀具,以减少切削力。 |
| 参数建议 | ①切削速度:切削速度30-50 m/min为宜。 ②进给速度:进给速度0.1-0.3 mm/rev为宜。 ③切削深度:切削深度0.5-1 mm为宜。 |
| 其它建议 | ①冷却:使用水基冷却液进行冷却,避免过热。 ②润滑:可使用油基润滑剂。 ③安全:佩戴防护装备,确保安全作业。 |
| 硅胶挡水条 |  |
| 用途 | 硅胶挡水条用于防止水分渗漏,常用于建筑、汽车和家电等领域。 |
| 切削难点 | ① 材料的柔软性导致切削形状难以保持。 ② 切削过程中容易产生热量,需控制温度。 ③ 刀具耐磨性要求高,需定期维护。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,以提升耐磨性。 ②涂层:采用TiN涂层以降低摩擦。 ③几何:选择较大前角的刀具,以降低切削阻力。 |
| 参数建议 | ①切削速度:切削速度40-60 m/min为宜。 ②进给速度:进给速度0.1-0.2 mm/rev为宜。 ③切削深度:切削深度1-2 mm为宜。 |
| 其它建议 | ①冷却:采用水基冷却液,以降低切削温度。 ②润滑:使用适合的润滑剂。 ③安全:佩戴防护装备,确保作业安全。 |
| 硅胶密封条 | 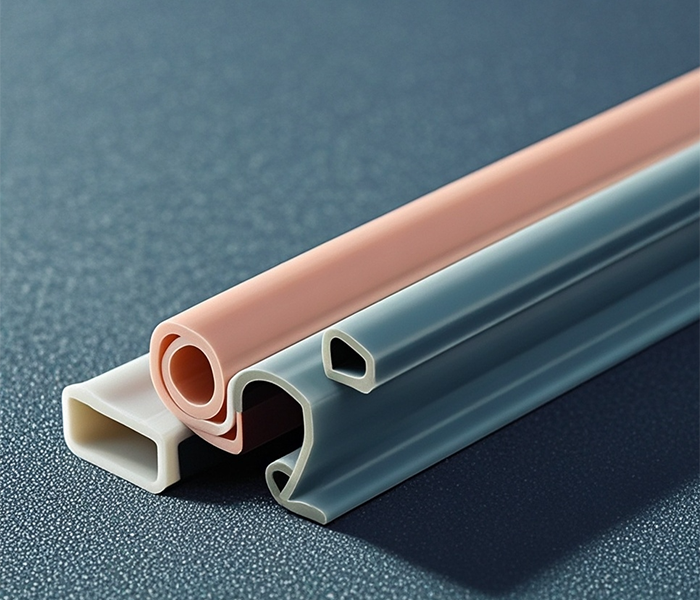 |
| 用途 | 硅胶密封条用于防止空气和水分渗透,广泛应用于门窗、家电和汽车等领域。 |
| 切削难点 | ① 材料的高弹性使得切削过程复杂。 ② 切削时需控制热量,以避免熔化。 ③ 刀具磨损较快,需选用耐磨材料。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,以提高切削能力。 ②涂层:采用TiN涂层以提高耐磨性。 ③几何:前角应在10-15度之间,以减少切削力。 |
| 参数建议 | ①切削速度:切削速度30-50 m/min为宜。 ②进给速度:进给速度0.1-0.3 mm/rev为宜。 ③切削深度:切削深度1-2 mm为宜。 |
| 其它建议 | ①冷却:采用水基冷却液,防止过热。 ②润滑:可使用油基润滑剂。 ③安全:佩戴防护设备,以确保安全。 |
| 硅胶密封件 |  |
| 用途 | 硅胶密封件用于密封各种设备,确保不漏水或不漏气,适用于家电和工业设备。 |
| 切削难点 | ① 材料的柔软性使得加工难度增加。 ② 切削过程中需要控制温度,以避免软化。 ③ 刀具选择需考虑耐磨性和切削效率。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,以提高切削效率。 ②涂层:选择TiN涂层以增强刀具寿命。 ③几何:选择前角在10-15度的刀具,以降低切削阻力。 |
| 参数建议 | ①切削速度:切削速度40-60 m/min为宜。 ②进给速度:进给速度0.1-0.2 mm/rev为宜。 ③切削深度:切削深度1-2 mm为宜。 |
| 其它建议 | ①冷却:采用水基冷却液进行冷却,以控制温度。 ②润滑:使用适合的润滑剂以改善切削效果。 ③安全:佩戴防护装备,确保安全作业。 |
金属密封件
| 金属垫片 |  |
| 用途 | 金属垫片用于机械连接中,提供密封效果并均匀分布压力,以防止流体泄漏。 |
| 切削难点 | ① 硬度高,切削时刀具磨损严重。 ② 切削热量大,需有效控制。 ③ 切削精度要求高,容易出现变形。 |
| 刀具建议 | ①刀材:选择硬质合金刀具,确保耐磨。 ②涂层:采用TiAlN涂层,提高耐高温性能。 ③几何:前角设定为5-10度,以减少切削阻力。 |
| 参数建议 | ①切削速度:切削速度100-200 m/min为宜。 ②进给速度:0.1-0.3 mm/rev,保持稳定。 ③切削深度:1-3 mm,避免过深切削。 |
| 其它建议 | ①冷却:采用油基冷却液,降低温度。 ②润滑:选择合适的润滑剂,改善切削效果。 ③安全:佩戴防护眼镜和手套,防止金属屑伤害。 |
| 金属环 |  |
| 用途 | 金属环用于管道和机械部件的密封,提供良好的密封性能。 |
| 切削难点 | ① 切削力大,易导致刀具损耗。 ② 加工过程中可能产生热变形。 ③ 对加工精度要求高。 |
| 刀具建议 | ①刀材:硬质合金刀具,耐磨损。 ②涂层:TiN涂层,提高刀具寿命。 ③几何:前角设定为5-10度,适合金属加工。 |
| 参数建议 | ①切削速度:80-150 m/min。 ②进给速度:0.1-0.3 mm/rev。 ③切削深度:1-2 mm。 |
| 其它建议 | ①冷却:使用油基冷却液。 ②润滑:选择合适的润滑剂。 ③安全:佩戴安全装备。 |
| 金属密封圈 |  |
| 用途 | 金属密封圈用于防止气体和液体泄漏,广泛应用于机械和管道系统。 |
| 切削难点 | ① 材料硬度高,刀具磨损快。 ② 切削热量控制难。 ③ 精度要求高,需防变形。 |
| 刀具建议 | ①刀材:选择硬质合金刀具。 ②涂层:使用TiAlN涂层。 ③几何:前角设置为5-10度。 |
| 参数建议 | ①切削速度:100-200 m/min。 ②进给速度:0.1-0.3 mm/rev。 ③切削深度:1-3 mm。 |
| 其它建议 | ①冷却:油基冷却液。 ②润滑:适合的润滑剂。 ③安全:佩戴防护眼镜。 |
| 金属缠绕垫片 |  |
| 用途 | 金属缠绕垫片用于高压和高温环境,提供优良的密封性能。 |
| 切削难点 | ① 切削力大,刀具易磨损。 ② 热量控制困难。 ③ 加工精度要求高。 |
| 刀具建议 | ①刀材:硬质合金刀具。 ②涂层:TiAlN涂层。 ③几何:前角设置为5-10度。 |
| 参数建议 | ①切削速度:切削速度100-200 m/min为宜。 ②进给速度:0.1-0.3 mm/rev,保持稳定。 ③切削深度:1-3 mm,避免过深切削。 |
| 其它建议 | ①冷却:使用油基冷却液。 ②润滑:选择合适的润滑剂。 ③安全:佩戴防护眼镜。 |
| 金属密封片 |  |
| 用途 | 金属密封片用于设备密封,防止气体和液体泄漏。 |
| 切削难点 | ① 切削力大,易导致刀具损耗。 ② 加工过程中可能产生热变形。 ③ 精度要求高。 |
| 刀具建议 | ①刀材:硬质合金刀具,耐磨损。 ②涂层:TiN涂层,提高刀具寿命。 ③几何:前角设定为5-10度,适合金属加工。 |
| 参数建议 | ①切削速度:100-200 m/min。 ②进给速度:0.1-0.3 mm/rev。 ③切削深度:1-3 mm。 |
| 其他建议 | ①冷却:使用油基冷却液。 ②润滑:选择合适的润滑剂。 ③安全:佩戴安全装备。 |
塑料密封件
| 塑料密封圈 |  |
| 用途 | 塑料密封圈主要用于防止液体或气体泄漏,广泛应用于各种机械设备和管道系统。 |
| 切削难点 | ① 切削时容易产生热变形。 ② 材料韧性高,切削力难以控制。 ③ 刀具磨损较快,需定期更换。 |
| 刀具建议 | ①刀材:选择硬质合金或高速钢刀具,确保耐磨性。 ②涂层:选择PTFE涂层,减少摩擦和提高耐磨性。 ③几何:使用尖锐的刀具前角,以减少切削阻力。 |
| 参数建议 | ①切削速度:切削速度30-80 m/min为宜。 ②进给速度:0.1-0.3 mm/rev,以确保切削平稳。 ③切削深度:1-2 mm,避免过深切削导致变形。 |
| 其他建议 | ①冷却:使用水基冷却液,以降低切削温度。 ②润滑:选择合适的润滑剂,减少摩擦。 ③安全:佩戴防护眼镜,避免塑料屑飞溅。 |
| 塑料垫片 |  |
| 用途 | 塑料垫片用于提供密封和支撑,广泛应用于设备连接处以防止泄漏。 |
| 切削难点 | ① 切削时易产生毛刺,影响密封效果。 ② 材料柔软,易变形。 ③ 刀具磨损较快。 |
| 刀具建议 | ①刀材:选择高速钢刀具,适合塑料加工。 ②涂层:可选择无涂层或低摩擦涂层。 ③几何:刀具前角应小于15度,以适应塑料特性。 |
| 参数建议 | ①切削速度:切削速度40-100 m/min。 ②进给速度:0.2-0.4 mm/rev。 ③切削深度:0.5-2 mm。 |
| 其他建议 | ①冷却:使用空气冷却或水基冷却液。 ②润滑:润滑剂可选择聚乙烯蜡。 ③安全:确保通风良好,避免塑料烟雾。 |
| 塑料挡水条 |  |
| 用途 | 塑料挡水条用于防止水流进入不该进入的区域,常用于建筑和设备中。 |
| 切削难点 | ① 切削过程中易产生塑料毛刺。 ② 材料弹性高,切削力不易控制。 ③ 刀具需要定期更换。 |
| 刀具建议 | ①刀材:选择高速钢或合金刀具。 ②涂层:选择低摩擦涂层以减少摩擦。 ③几何:前角为10-15度,适合塑料加工。 |
| 参数建议 | ①切削速度:切削速度30-70 m/min。 ②进给速度:0.2-0.5 mm/rev。 ③切削深度:1-3 mm。 |
| 其他建议 | ①冷却:可使用空气或水冷。 ②润滑:选用适合的润滑剂以降低磨损。 ③安全:佩戴适当的防护装备,避免塑料屑伤害。 |
| 塑料密封条 |  |
| 用途 | 塑料密封条用于防水、防尘,广泛应用于门窗、汽车等领域。 |
| 切削难点 | ① 材料韧性大,切削力控制困难。 ② 切削时产生的热量需及时处理。 ③ 刀具磨损快,需定期检查。 |
| 刀具建议 | ①刀材:选择合金刀具以增加耐磨性。 ②涂层:选择聚四氟乙烯涂层,减少摩擦。 ③几何:刀具前角小于10度,适合柔性材料。 |
| 参数建议 | ①切削速度:切削速度30-80 m/min。 ②进给速度:0.2-0.4 mm/rev。 ③切削深度:1-2 mm。 |
| 其他建议 | ①冷却:采用水基冷却液,以降低切削温度。 ②润滑:可使用适当的润滑剂,减少摩擦。 ③安全:佩戴防护眼镜以防止塑料屑。 |
| 塑料软管密封件 |  |
| 用途 | 塑料软管密封件用于连接管道,防止泄漏。 |
| 切削难点 | ① 材料柔韧性高,切削控制难度大。 ② 切削时容易产生变形。 ③ 刀具磨损较快。 |
| 刀具建议 | ①刀材:选择高性能合金刀具。 ②涂层:选择耐磨涂层以延长刀具寿命。 ③几何:前角设定为5-10度,确保切削顺畅。 |
| 参数建议 | ①切削速度:切削速度40-100 m/min。 ②进给速度:0.1-0.3 mm/rev。 ③切削深度:1-2 mm。 |
| 其他建议 | ①冷却:采用水基冷却液以降低温度。 ②润滑:选择适合塑料的润滑剂。 ③安全:佩戴防护眼镜,避免塑料屑飞溅。 |
密封件固然重要,但作为切削加工人员,我们绝不能让自己的思想被密封。创新和灵活的思维是推动技术进步的动力,能够帮助我们在复杂的加工环境中找到最佳解决方案。在面对新材料、新工艺和市场变化时,保持对知识的渴望和对技术的敏感,是我们提升竞争力的关键。
如果您有密封圈专用车床的需求,欢迎来图咨询上海鞍提仕。我们有丰富的车床机制造与运用经验,能够为你提供专业的技术支持。
关键词:密封圈专机,车床,数控车床
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。