
立式加工中心就是带刀库的立式数控铣床。
立式加工中心的部件高度集成化、高度标准化,如果拆解开,立式加工中心可以分为数控系统、电器、床体、主轴、刀库、导轨、丝杠、钣金八部分,这八大部分都有专业化的厂家生产。

1、 数控系统
高端系统德国西门子840D 中端是日本发那科(Fanuc)和日本三菱的天下
选择方法:五轴立式加工中心系统建议用西门子840D或者Fanuc 31i,
高速高精密加工的三轴四轴立式加工中心上,推荐Fanuc 18i和三菱M700;一般应用的三轴立式加工中心中,Fanuc 0i MD-A适合模具加工,Fanuc 0i MD-B适合产品加工,Fanuc 0i Mate-MD是经济型系统,三菱M70-A用于模具机,三菱M70-B适用于产品机,一般认为Fanuc的操控更简易稳定性更高,同档次的三菱功能更强大;在要求不高以及预算限制的场合,国产数控系统也是可以大展身手的,平心而论,近年来,国产加工中心系统发展迅猛,是他们的进步才迫使国外数控系统品牌的价格急剧下降;


2、电器系统
立式加工中心电器系统中,美国的GE、法国的施耐德、日本的欧姆龙占据了主流地位
3、 中心润滑系统
良好的润滑是确保立式加工中心机械运动顺畅的必要条件。凡是有接触运动的部件之间都需要有润滑保障,没有机床的润滑系统,机床的寿命和精度都会受到很大的影响。仔细观察机床的油路润滑系统,是购买立式加工中心之前的必修课。
4、 床体(含导轨)
选择方法:模具机用硬轨,产品机用线轨,这是行业公认的选型方法。
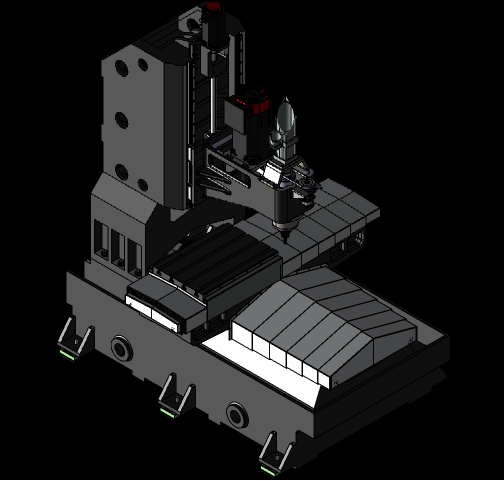
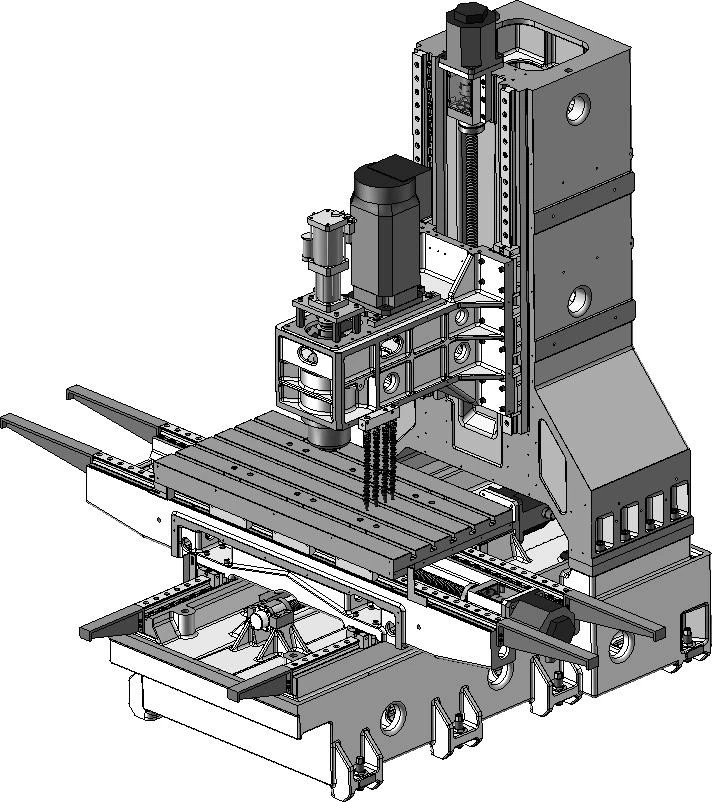
立式加工中心床体可分为单立柱式(C型)和双立柱式(龙门型)。单立柱立式加工中心从侧面看为C型结构,此种结构只适合Y轴小于1200mm的立式加工中心,如大于此数值,因主轴头部悬伸过长,会造成主轴头部刚性不足,在加工时会产生振颤现象,所以很少看到Y向行程较大的立式加工中心。龙门式刚性更佳,Y向行程不受限制,一般应用在大型立式加工中心和高转速的雕铣机上。本文仅谈单立柱式立式加工中心。
立式加工中心床体根据立柱是否移动又分为定柱式和动柱式两类。常规立式加工中心为定柱式,即立柱是固定的,由工作台的X轴、Y轴移动,加上立柱上主轴的Z轴移动组成了全部运动。动柱式立式加工中心是工作台固定不动,X轴、Y轴、Z轴的三向运动均由立柱实现,动柱式的优点是占地面积小,操作技工的行动不受工作台移动的影响,一般用于双工作台或者附加旋转交换工作台的场合。数控交换式工作台可选择台湾的潭兴和国产的烟台环球。
重切削一般采用矩形导轨(即硬轨),高速进给一般选用线性导轨(即直线导轨)。为了增加机床的支撑刚性,有些立式加工中心采用了四导轨甚至六导轨的结构。
5、丝杠
直线电机驱动的特点是速度快,效率高,刚性佳,存在的问题是价格昂贵、发热量大、传动平稳性略差,所以常规数控机床中滚珠丝杆传统依然是主流。但随着直线电机技术的逐步成熟,价格逐步降低,可以预见,滚珠丝杠在数控机床中的应用会逐步减少。
滚珠丝杆的螺距直接决定了机床的进给速度,大螺距和高速度相对应,但牺牲的是精度,有得必有失。
滚珠丝杆在立式加工中心上的安装方式有两种:一种是一端固定,一端游动,通过游动端预拉伸滚珠丝杆消除滚珠丝杆的轴向间隙,避免因温升产生的热变形,这是最常见的安装方式;另一种是两端固定,适用于高转速高精度机床,安装调试困难,但可解决预拉伸影响轴承寿命的问题。
滚珠丝杆螺母座的结构对机床的刚性影响也很大,整体螺母座制造困难,刚性好,但损坏后需要更换整个工作台。
选择方法:用国产滚珠丝杆的立式加工中心极少,德国博世力士乐东西好价格高,厂家一般选用日本THK、台湾上银、台湾银泰、台湾PMI。

6、主轴
主轴是立式加工中心最关键的功能型部件,主轴按照传动结构一般分为四类。
齿轮传动主轴:高刚性,适合重切削场合,转速一般小于6000转/分。
同步带转动主轴:结构简单,制造容易,缓冲能力强,过载滑动保护可有效保护主轴。是主流的立式加工中心主轴结构之一。转速一般为6000-12000转。
直联主轴:伺服电机通过联轴器直接驱动主轴,扭矩大,能耗少,也是主流的立式加工中心结构。转速一般为8000-15000转。
电主轴:也叫主轴单元,台湾叫内胀式主轴。即电动机内置于主轴,电动机和主轴合二为一,把主传动链的长度缩短为零。转速一般为18000-40000转/分。国外使用磁浮轴承和空气静压轴承的电主轴转速甚至可以高达10万转/分。
选择方法:齿轮传动主轴首选是德国ZF,或者是用德国ZF齿轮组装的台湾品牌。瑞士Step-Tec、瑞士IBG、德国Cytec、瑞典SKF都是著名的主轴厂商,台湾旭泰、台湾罗翌、台湾建椿、台湾罗森等是最常见的主轴品牌,


7、立式加工中心刀库
立式加工中心刀库最常见的是斗笠式刀库和机械手刀库,在之前的文章中详细介绍过,这里就不多说了.


8、立式加工中心钣金
钣金和油漆是机床的衣服。立式加工中心钣金的密闭性尤为重要,漏水漏油会导致车间管理困难甚至可能引发安全事故,防尘不好会直接影响电气寿命。
选择方法:钣金厚度要在1mm以上,接缝缝隙小而且均匀,油漆厚且平整。门要严实,推拉时要有缓冲,电柜门打开会自动断电。
9、立式加工中心操控
操控实际上很大一部分程度和数控系统有关,优秀的机床厂有能力对数控系统进行二次开发,甚至可以做到让操作技工只需填表输入参数就可以自动生成程序,真正实现免编程操控。此外,操控箱的位置、旋转方法、移门的位置和开合方法、工量具和刀具的安放等等,都需要站在操作技工的角度去设计,这样的设计才会带来人性化操控。
选择方法:优先选择可以实现免编程操控的机床。另外请实际去操作机床,看看机床的结构部件会不会对加工造成干涉。优秀的机床会让人用的得心应手。
10、选配件
合理的选配件可以让机床事半功倍!如数控转台、油冷机、排屑机、油雾分离器、高精度通用夹具、机内测量装置等,是很多加工场合必不可少的杀器。
ANTISHICNC工程师时刻准备好提供专业的咨询服务!CNC加工中心、五轴加工中心、数控加工中心、立式加工中心、车削中心等通用机床,欢迎发送邮件咨询洽谈。
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。