
什么是走刀机和走心机?
数控走心机与数控走刀机都属于数控卧式车床。传统的数控车床以走刀模式为主,称为走刀车床。产品单次夹持位始终保持不变,不能进行多次送料,只能通过主轴C轴的旋转及刀架Z/X/Y移动对产品进行加工。针对长轴类产品只能采用顶针顶着端面以及额外安装跟刀支架,但最终很难做到理想精度以及一次性完成产品工艺要求。
走心机,全称走心式数控车床,简称走心机,学名定义:主轴箱移动式数控车床。车床的走心模式起源于瑞士,在国际上称为瑞士精密自动车床。绝大多数走心机以纵切的形式进行车削,因此在中国市场又称纵切式数控车床。因数控走心机标准配置都带有侧面动力头,可以完成铣削工艺,又称走心式车铣复合车床。
数控走心机与数控走刀机的区别在哪里?
数控走心机与数控走刀机都属于数控卧式车床。传统的数控车床以走刀模式为主,称为走刀车床。产品单次夹持位始终保持不变,不能进行多次送料,只能通过主轴C轴的旋转及刀架Z/X/Y移动对产品进行加工。针对长轴类产品只能采用顶针顶着端面以及额外安装跟刀支架,但最终很难做到理想精度以及一次性完成产品工艺要求。
而走心机则是刀具始终在固定的位置,通过主轴Z轴的前后移动以及C轴旋转对产品进行加工,支持多次送料,理论上单个产品的长度可以达到送料机支持的单根材料最大的最大长度。

因此相比于走刀式的机床,走心机车削时,棒料轴向进给通过中心导套,刀具切削点紧靠导套口端,刚性好,消除了棒料在刀具切削压力作用下的变形,保证了零件的精度,加工细长轴类零件有绝对性的优势。
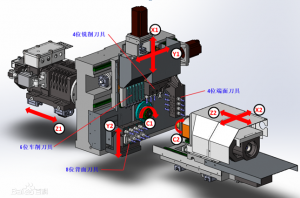
走心车床一般用在加工棒材类小零件,大批量,需要一次加工成型的零件。由于走心机的结构与传统的数控车床不同,所以走心机的加工效率和加工精度都高于数控车床。走心机采用双轴排布刀具,这一设计大幅度地节约了加工循环时间,通过缩短排刀与对向刀具台的刀具交换时间的方法,实现多重刀具台重叠和螺纹切屑有效轴移动重叠功能,二次加工时的直接主轴分度功能,缩短空走时间。
走心机床还可以配备自动送料装置,实现单台机床的全自动化生产,降低了人工成本和生产过程中的不良产品,可用来生产大批量的精密轴类零件。一般是送料机将棒料从主轴通孔穿过,弹簧夹头自动夹紧。如果零件悬伸较长就需要配顶尖。如果要尾部需要加工的话,就要配第二主轴。如果还需要加工等分孔则要配动力刀座和主轴分度。
只要是走心机可以加工的零件,其加工精度,加工速度,走刀机都难以相提并论!
优势主要有以下几点:
1:一次装夹不停主轴可以车削200mm以上长度的零件,如果你是车一个5mm长度的零件,走刀走心都可以车,但走心一气呵成可以车出20~30个零件才需要停车送料。
2:走心车床切削时永远在材料固定最近位置,所以刚性是非常好的,你想想你的车床夹紧零件之后,刀具贴住夹紧位置几mm的地方来车削,刚性会好到什么程度。
3:走心机都是车铣一体的,一次加工成型的复杂程度也非走刀机可比。原来有老式自动车,我们俗称凸轮机车床。而现在更高级的CNC自动车床,我们称之为走心车床或纵切车床。主要是主轴Z向前后移动,而刀可以X、Y移动,可以实现立体加工,一次成型。以前基本是用进口的,但价格高得不得了,现在国内也有自己成熟的技术了。
上海鞍提仕作为已加中国领先的工业车床机械和工具机制造商,拥有 20年的机床生产经验。产品种类丰富,有磨床,车床,铣床,刨床插床,锯床,钻床等等,能够满足各行各业的需要,广泛应用于国防航空,汽车工业,模具制造,机械加工,零件加工等行业。
如果您有任何问题或需求,请联系上海ANTS销售团队!!!
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。