
螺纹是机械工程中常见的几何特征之一, 应用广泛。螺纹的加工工艺较多, 如基于塑性变形的滚丝与搓丝, 基于切削加工的车削、铣削、攻螺纹与套螺纹、螺纹磨削、螺纹研磨等。
一、螺纹种类
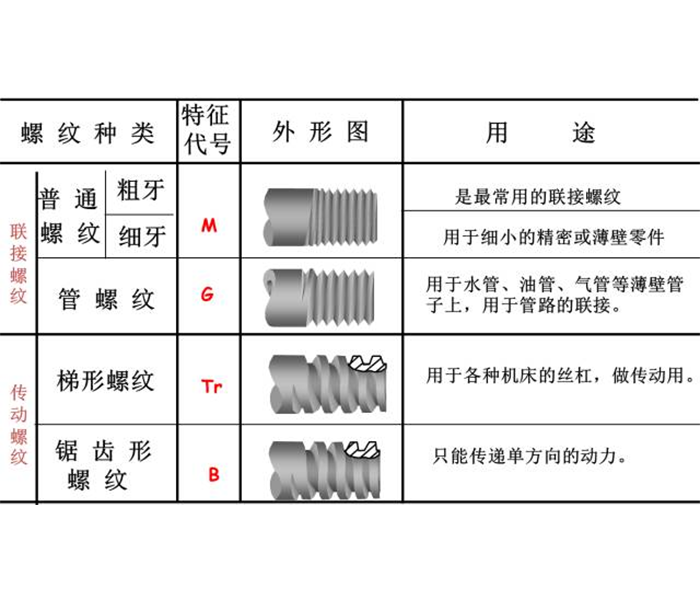
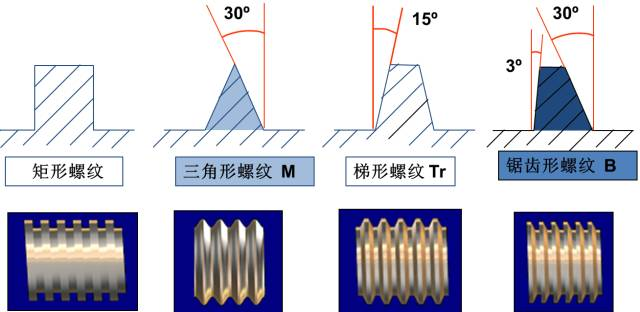
按牙型可分为三角形、梯形、矩形、锯齿形和圆弧螺纹;
按螺纹旋向可分为左旋和右旋;
按螺旋线条数可分为单线和多线;
按螺纹母体形状分为圆柱和圆锥等。
二、螺纹的要素
螺纹包括五个要素:牙型、公称直径、线数、螺距(或导程)、旋向。
| 牙型 | 在通过螺纹轴线的剖面区域上,螺纹的轮廓形状称为牙型。有三角形、梯形、锯齿形、圆弧和矩形等牙型。 | 螺纹的牙型比较:
|
| 直径 | 螺纹有大径(d、D)、中径(d2、D2)、小径(d1、D1),在表示螺纹时采用的是公称直径,公称直径是代表螺纹尺寸的直径。
普通螺纹的公称直径就是大径。 |
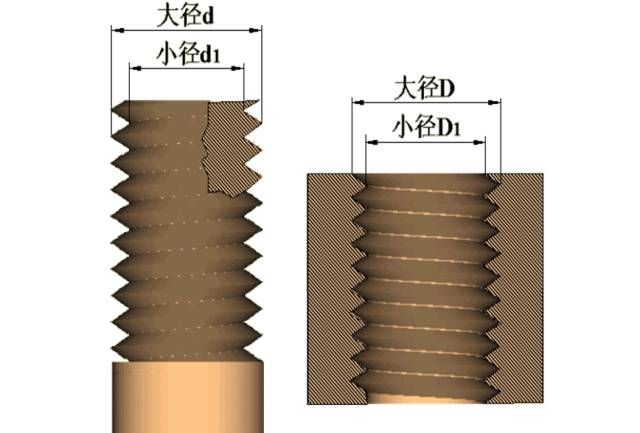
外螺纹(左) 内螺纹(右) |
| 线数 | 沿一条螺旋线形成的螺纹称为单线螺纹,沿轴向等距分布的两条或两条以上的螺旋线形成的螺纹称为多线螺纹。 | 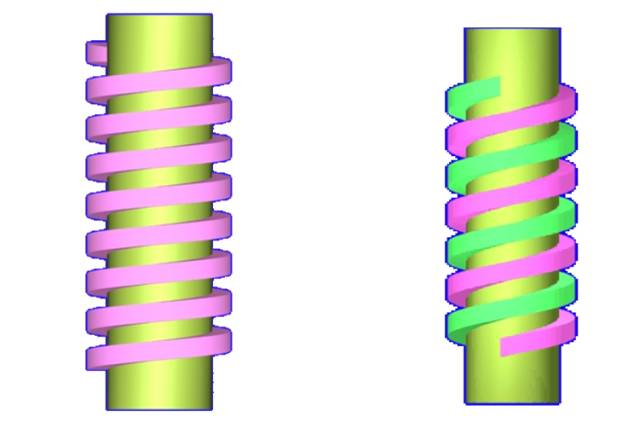
单线螺纹(左) 双线螺纹(右) |
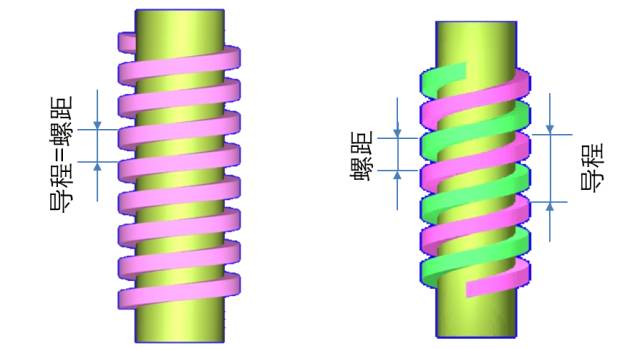
| 螺距和导程 | 螺距(p)是相邻两牙在中径线上对应两点间的轴向距离。导程(ph)是同一条螺旋线上的相邻两牙在中径线上对应两点间的轴向距离。
单线螺纹时,导程=螺距;多线螺纹时,导程=螺距×线数。 |
 |
| 旋向 | 顺时针旋转时旋入的螺纹称为右旋螺纹;
逆时针旋转时旋入的螺纹称为左旋螺纹。 |
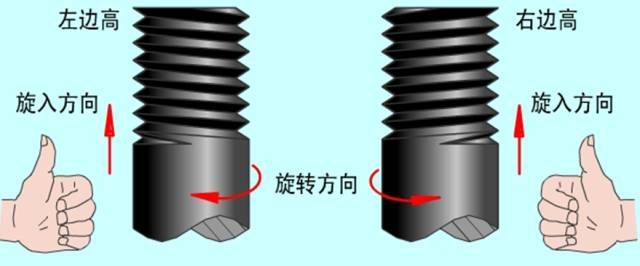
左旋螺纹 右旋螺纹 |
三、螺纹加工
用螺纹加工工具加工各种内、外螺纹的方法。
螺纹切削
一般指用成形刀具或磨具在工件上加工螺纹的方法,主要有车削、铣削、攻丝套丝磨削、研磨和旋风切削等。车削、铣削和磨削螺纹时,工件每转一转,机床的传动链保证车刀、铣刀或砂轮沿工件轴向准确而均匀地移动一个导程。在攻丝或套丝时,刀具(丝锥或板牙)与工件作相对旋转运动,并由先形成的螺纹沟槽引导着刀具(或工件)作轴向移动。
| 螺纹车削 | 在车床上车削螺纹可采用成形车刀或螺纹梳刀(见螺纹加工工具)。用成形车刀车削螺纹,由于刀具结构简单,是单件和小批生产螺纹工件的常用方法;用螺纹梳刀车削螺纹,生产效率高,但刀具结构复杂,只适于中、大批量生产中车削细牙的短螺纹工件。普通车床车削梯形螺纹的螺距精度一般只能达到8~9级(JB2886-81,下同);在专门化的螺纹车床上加工螺纹,生产率或精度可显著提高。 | 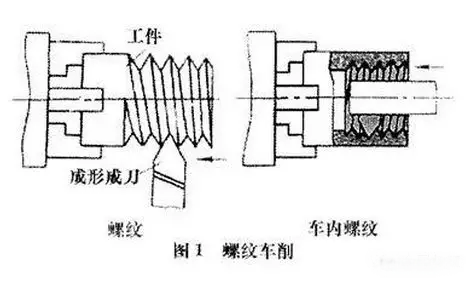 |
| 螺纹铣削 | 在螺纹铣床上用盘形铣刀或梳形铣刀进行铣削。盘形铣刀主要用于铣削丝杆、蜗杆等工件上的梯形外螺纹。梳形铣刀用于铣削内、外普通螺纹和锥螺纹,由于是用多刃铣刀铣削、其工作部分的长度又大于被加工螺纹的长度,故工件只需要旋转1.25~1.5转就可加工完成,生产率很高。螺纹铣削的螺距精度一般能达 8~9级,表面粗糙度为R5~0.63微米。这种方法适用于成批生产一般精度的螺纹工件或磨削前的粗加工。 |  |
| 螺纹磨削
|
主要用于在螺纹磨床上加工淬硬工件的精密螺纹,按砂轮截面形状不同分单线砂轮和多线砂轮磨削两种。单线砂轮磨削能达到的螺距精度为5~6级,表面粗糙度为R1.25~0.08微米,砂轮修整较方便。这种方法适于磨削精密丝杠、螺纹量规、蜗杆、小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵磨法的砂轮宽度小于被磨螺纹长度,砂轮纵向移动一次或数次行程即可把螺纹磨到最后尺寸。切入磨法的砂轮宽度大于被磨螺纹长度,砂轮径向切入工件表面,工件约转1.25转就可磨好,生产率较高,但精度稍低,砂轮修整比较复杂。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。 | 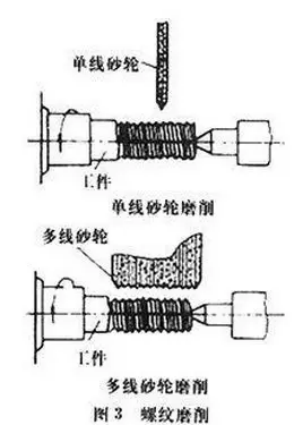 |
| 螺纹研磨 | 用铸铁等较软材料制成螺母型或螺杆型的螺纹研具,对工件上已加工的螺纹存在螺距误差的部位进行正反向旋转研磨,以提高螺距精度。淬硬的内螺纹通常也用研磨的方法消除变形,提高精度。 |  |
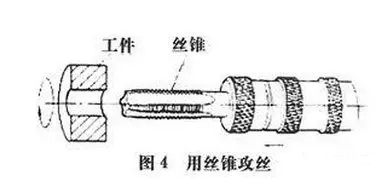
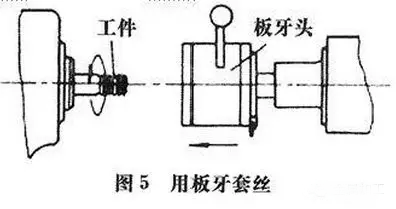
| 攻丝和套丝 | 攻丝是用一定的扭距将丝锥旋入工件上预钻的底孔中加工出内螺纹。
套丝是用板牙在棒料(或管料)工件上切出外螺纹。攻丝或套丝的加工精度取决于丝锥或板牙的精度。加工内、外螺纹的方法虽然很多,但小直径的内螺纹只能依靠丝锥加工。攻丝和套丝可用手工操作,也可用车床、钻床、攻丝机和套丝机。 |
|
螺纹滚压
用成形滚压模具使工件产生塑性变形以获得螺纹的加工方法螺纹滚压一般在滚丝机搓丝机或在附装自动开合螺纹滚压头的自动车床上进行,适用于大批量生产标准紧固件和其他螺纹联接件的外螺纹。滚压螺纹的外径一般不超过 25毫米,长度不大于100毫米,螺纹精度可达2级(GB197-63),所用坯件的直径大致与被加工螺纹的中径相等。滚压一般不能加工内螺纹,但对材质较软的工件可用无槽挤压丝锥冷挤内螺纹(最大直径可达30毫米左右),工作原理与攻丝类似。冷挤内螺纹时所需扭距约比攻丝大1倍,加工精度和表面质量比攻丝略高。
| 螺纹滚压 | |
| 优点 | ①表面粗糙度小于车削、铣削和磨削;
②滚压后的螺纹表面因冷作硬化而能提高强度和硬度; ③材料利用率高; ④生产率比切削加工成倍增长,且易于实现自动化; ⑤滚压模具寿命很长。但滚压螺纹要求工件材料的硬度不超过HRC40;对毛坯尺寸精度要求较高;对滚压模具的精度和硬度要求也高,制造模具比较困难;不适于滚压牙形不对称的螺纹。 |
| 分类 | 搓丝
两块带螺纹牙形的搓丝板错开 1/2螺距相对布置,静板固定不动,动板作平行于静板的往复直线运动。当工件送入两板之间时,动板前进搓压工件,使其表面塑性变形而成螺纹。 |
| 滚丝
滚丝有径向滚丝、切向滚丝和滚压头滚丝 3种。 ①径向滚丝:2个(或3个)带螺纹牙形的滚丝轮安装在互相平行的轴上,工件放在两轮之间的支承上,两轮同向等速旋转,其中一轮还作径向进给运动。工件在滚丝轮带动下旋转,表面受径向挤压形成螺纹。对某些精度要求不高的丝杠,也可采用类似的方法滚压成形。 ②切向滚丝:又称行星式滚丝,滚压工具由1个旋转的中央滚丝轮和3块固定的弧形丝板组成。滚丝时,工件可以连续送进,故生产率比搓丝和径向滚丝高。 ③滚丝头滚丝:在自动车床上进行,一般用于加工工件上的短螺纹。滚压头中有3~4个均布于工件外周的滚丝轮。滚丝时,工件旋转,滚压头轴向进给,将工件滚压出螺纹。 |
|
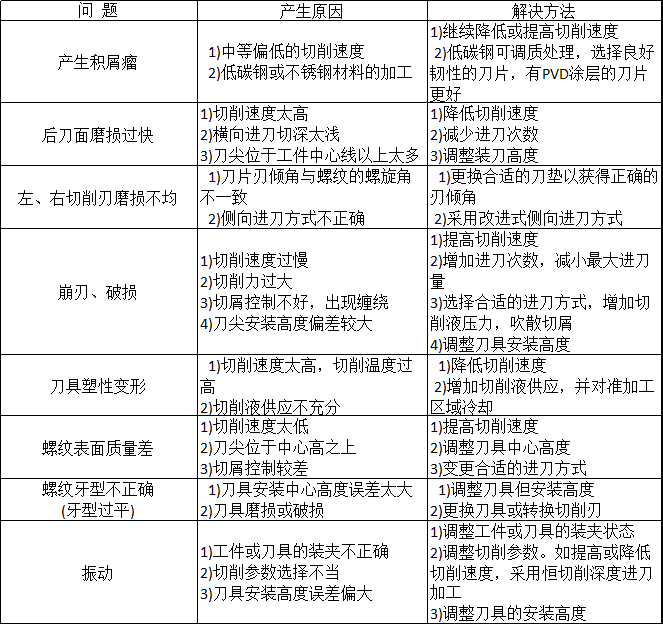
螺纹加工常见问题及解决方法
如果您有螺纹加工的需求,欢迎来图咨询上海鞍提仕。我们有丰富的制造与运用经验,能够为你提供专业的技术支持。
关键词:螺纹加工,车铣复合,车床
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。