

直径大小不一的无缝管,为了提高切割效率和对机器的合理使用。我们一般会采取两种方式进行切割;
对于直径较大的的材料,用单根管进行切割;
对于直径较小的管材,用成捆切割。
成捆切割是一种材料加工技术,它涉及到将一束或一捆长条形材料(如金属棒材、管材)同时切割成多个较短的段落。这种切割方式通常用于提高生产效率和减少加工时间,因为它允许一次性切割多根材料,而不是单独切割每一根。
成捆的方式的两种方式
一是机械成捆:管材/棒材本来是打好的捆,直接量好成捆尺寸,选择合适的机型进行切割;
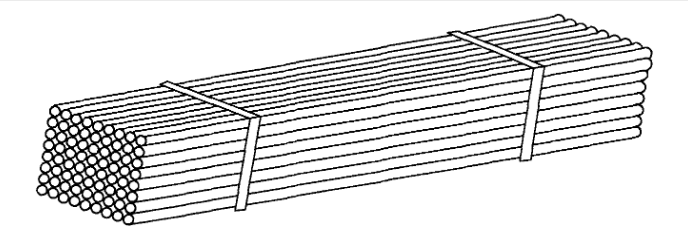
二是手动打捆:需要手动一根一根将管材垒起来,这就会涉及到送料问题,送料时手动垒起来的管材会不会滑落,导致切割时材料长度不齐;这种情况下我们建议用专门成捆切的锯床来进行固定切割,效果会比较好。
成捆切割还涉及到一个问题,是转角成捆切割;如果是已经打好的捆,切割直接选择合适的角度切割就可以;手动成捆,小直径的管子不建议垒太多。
| 手动成捆模型 |
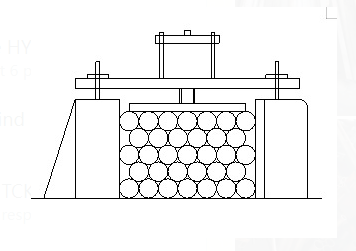 |
| 机械成捆模型 |
 |
近日,上海鞍提仕收到科索沃客户的询问,客户要切割12.7mm-101.6mm的无缝管,要求能45°切割。
我们根据客户的要求给客户选择了成捆专切的全自动直切金属带锯床GZ4250H(直切)搭配我们BS-712N(45°转角),一起使用,具体参数如下:
| 型号 | GZ4250H | |
| 最大切割能力 | 圆料 | 500mm |
| 方料 | 500×600mm | |
| 锯带 | 速度 | 40/55/70/90 m/min |
| 尺寸 | 41×1.3×5700 | |
| 导轨 | 硬质合金和轴承刀片导轨 | |
| 清理 | 钢丝刷和冷却液 | |
| 张紧 | 手动 | |
| 电机输出 | 刀片 | 5.5kw |
| 液压 | 1.5kw | |
| 冷却液 | 0.12kw | |
| 多重进给 | 500mm×10times | |
| 上压装置 | 液压 | |
| 机器尺寸 | 2850×2250×1960mm | |
 |
||
| 型号 | BS-712N | |
| 最大切割能力 | 90°圆钢 | 178mm(7”) |
| 90°方钢 | 178x305mm(7”x12”) | |
| 45°圆钢 | 127mm(5”) | |
| 45°方钢 | 120x125mm (4.75”x4.88”) | |
| 锯切速度 | @60Hz | 27,41,59,78MPM |
| @50Hz | 22,34,49,64MPM | |
| 锯条尺寸 | 19×0.9x2362mm | |
| 电机功率 | 750W 1HP(3PH),
1.1KW 1.5HP(1PH) |
|
| 驱动 | V-belt | |
| 包装尺寸 | 125x51x114cm | |
| 净/毛重 | 140/180kg | |
 |
||
如果您也需要切割直径大小不一的无缝管,选择合适的带锯床,欢迎咨询上海鞍提仕。我们是一家资深的金属机加工设备供应商, 有丰富的机械设备制造与运用经验,能够为你提供专业技术支持。
关键词:全自动金属直切带锯床、金属切割锯床、转角带锯
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。